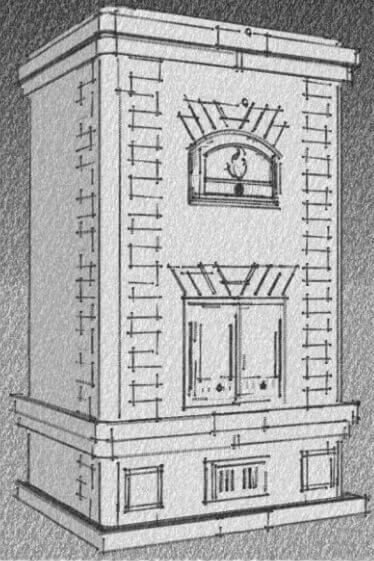
Строительство каминопечи в дачном доме
Начало работ 27.09.2017
Каминопечь для дома 6х6
Строительство каминопечи LK (фоторепортаж)
Садовое товарищество Росинка
Городской округ Ступино, Московская область, Россия
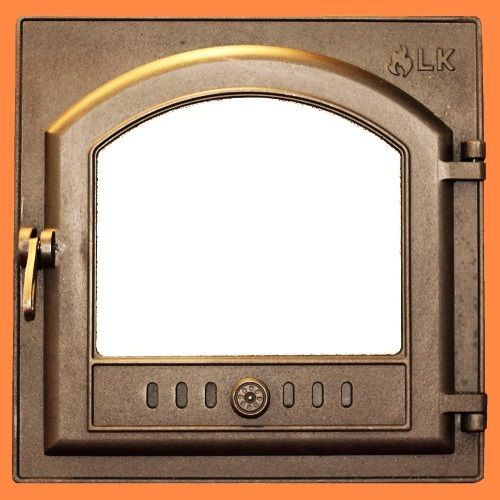
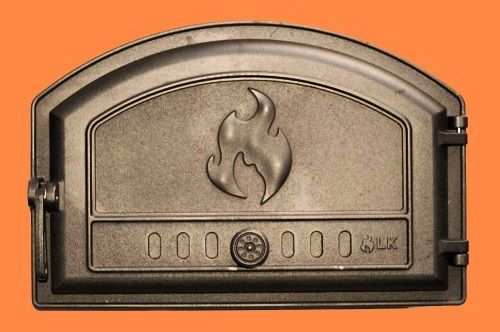
Каминопечь из кирпича LODE. Литьё каминное LK.
Окончание работ 20.10.2017
Садовое товарищество Росинка
Городской округ Ступино, Московская область, Россия
Каминопечь из кирпича LODE. Литьё каминное LK.
Окончание работ 20.10.2017








Чугунное литье LK ТК "Литком"
Каминное и печное литье Европейского производства (Европейское качество)! Изделия производятся под стандарт российского кирпича, имеют оригинальный дизайн. Оптимальная цена при идеальном качестве. Эти изделия вполне конкурентоспособны противостоять другим европейским производителям.
Каминное и печное литье Европейского производства (Европейское качество)! Изделия производятся под стандарт российского кирпича, имеют оригинальный дизайн. Оптимальная цена при идеальном качестве. Эти изделия вполне конкурентоспособны противостоять другим европейским производителям.






Железосодержащие металлы, используемые при изготовлении каминных и печных дверок LK, делятся на три основных вида согласно приблизительному содержанию углерода: ковкое железо (0,020 – 0,035%), сталь (0,06 - 0,2%), чугун (2 – 4%).
Ковкое железо почти не содержит примесей и отличается от чугуна менее однородной структурой. В свою очередь, чугун может содержать примеси кремния, серы, марганца и фосфора. При монтаже чугунные элементы соединяются болтами и винтами, а ковкое железо требует клепания и сварки.
Ковкое железо получают путем обработки или «ковки» на наковальне, либо путем проката на стане. Оно довольно жесткое и волокнистое, но обладает высокой пластичностью, благодаря которой используется в производстве болтов и балок.
Чугун отличается твердостью и высокой устойчивостью к сжимающим усилиям, но высокое содержание углерода делает его довольно хрупким. Поэтому чугун, главным образом, используется при изготовлении печных дверок и в качестве компрессионного элемента в составных блоках.
Именно использование сборных чугунных фасадов дверок LK, ковкого железа и чугунных элементов для соединения и крепежа деталей послужило предвестником изготовления современных печных и каминных изделий.
Износ печного литья LK
Чугун лучше противостоит коррозии, чем ковкое железо. Однако рекомендуется покрывать его термо краской для противостояния ржавчине. Чугун также уязвим к коррозионному воздействию кислот, магния и некоторых сернистых соединений. Он также подвержен гальванической коррозии при контакте с медью, хромом, свинцом и нержавеющей сталью.
Еще один вид коррозии чугуна – графитизация. Это состояние развивается при продолжительном воздействии кислотных осадков или морской воды. При таком виде износа чугунные конструкции сохраняют свой внешний вид и форму, но теряют свою прочность. Чаще всего графитизации подвержены чугунные элементы, которые не были предварительно покрыты краской.
Существует несколько способов удаления краски и ржавчины с поверхности чугуна, включая ручное соскабливание проволочной щеткой, спиливание, шлифовку, пескоструйную обработку, газовую резку и химическое удаление.
После того как краска и ржавчина были удалены, самым верным методом защиты поверхности является повторная покраска. Но перед этим следует исправить все дефекты, а именно: ликвидировать щели и углубления, в которых может накапливаться влага; сгладить острые углы, из-за которых краска может вскоре отпасть; заполнить герметиком все пустые полости и трещины.
Дополнительными мерами по защите поверхности являются использование металлического покрытия, а также покраска термо краской.
Ковкое железо почти не содержит примесей и отличается от чугуна менее однородной структурой. В свою очередь, чугун может содержать примеси кремния, серы, марганца и фосфора. При монтаже чугунные элементы соединяются болтами и винтами, а ковкое железо требует клепания и сварки.
Ковкое железо получают путем обработки или «ковки» на наковальне, либо путем проката на стане. Оно довольно жесткое и волокнистое, но обладает высокой пластичностью, благодаря которой используется в производстве болтов и балок.
Чугун отличается твердостью и высокой устойчивостью к сжимающим усилиям, но высокое содержание углерода делает его довольно хрупким. Поэтому чугун, главным образом, используется при изготовлении печных дверок и в качестве компрессионного элемента в составных блоках.
Именно использование сборных чугунных фасадов дверок LK, ковкого железа и чугунных элементов для соединения и крепежа деталей послужило предвестником изготовления современных печных и каминных изделий.
Износ печного литья LK
Чугун лучше противостоит коррозии, чем ковкое железо. Однако рекомендуется покрывать его термо краской для противостояния ржавчине. Чугун также уязвим к коррозионному воздействию кислот, магния и некоторых сернистых соединений. Он также подвержен гальванической коррозии при контакте с медью, хромом, свинцом и нержавеющей сталью.
Еще один вид коррозии чугуна – графитизация. Это состояние развивается при продолжительном воздействии кислотных осадков или морской воды. При таком виде износа чугунные конструкции сохраняют свой внешний вид и форму, но теряют свою прочность. Чаще всего графитизации подвержены чугунные элементы, которые не были предварительно покрыты краской.
Существует несколько способов удаления краски и ржавчины с поверхности чугуна, включая ручное соскабливание проволочной щеткой, спиливание, шлифовку, пескоструйную обработку, газовую резку и химическое удаление.
После того как краска и ржавчина были удалены, самым верным методом защиты поверхности является повторная покраска. Но перед этим следует исправить все дефекты, а именно: ликвидировать щели и углубления, в которых может накапливаться влага; сгладить острые углы, из-за которых краска может вскоре отпасть; заполнить герметиком все пустые полости и трещины.
Дополнительными мерами по защите поверхности являются использование металлического покрытия, а также покраска термо краской.